Remoción de DBO en un Tanque de
Aeración: Las aguas residuales crudas mezcladas con el
lodo activado retornado del tanque de sedimentador final es
aerado hasta obtener 2mg/L de oxígeno disuelto o
más, en donde una parte de materia orgánica
contenida en los desagües es mineralizada y gasificada,
y la otra parte, es asimilada como nuevas
bacterias.Operación Sólido-Líquido en el
tanque de sedimentación: Los lodos activados deben ser
separados del licor mezclado provenientes del tanque de
aeración, proceso que se realiza en el tanque de
sedimentación, concentrándolos por gravedad.
Las finalidades de este proceso es: Conseguir un efluente
clarificado con un mínimo de sólidos
suspendidos, y, asegurar el lodo de retorno.Descarga del Exceso de Lodos: Con la finalidad de
mantener la concentración de los lodos activados en el
licor mezclado a un determinado valor, una parte de los lodos
son eliminados del sistema a lechos de secado o a espesadores
seguidos de filtros mecánicos (filtros prensa, de
cinta, etc) para posteriormente disponer el lodo seco como
residuo sólido.
Parámetros del
proceso de lodos activados
Parámetros Operacionales
Hay unos parámetros operacionales que son
característicos del proceso y
cuyos rangos se deben respetar para mantener un óptimo
rendimiento, son los parámetros que se fijaron en el
diseño
de la planta:
Carga Másica: Es la relación
entre la carga de materia orgánica que entra en el
reactor biológico al día y la masa de
microorganismos existentes en el mismo. Tiene una
relación directa con el rendimiento de
depuración que puede dar la planta. Se expresa
como:
Cm = Q * S0 / V * X (kg DBO5/kg MLVSS
día)
Donde:
Q = es el caudal.
S0 = es el DBO5 de entrada;
V = es el volumen;
X = Sólidos en Suspensión Volátiles
del Licor Mezcla.
Edad del Fango: Es la relación entre
la masa de fangos existentes en la cuba de aireación y
la masa de fangos purgados por unidad de tiempo, días
normalmente. Según la edad del fango tendremos un
cultivo más o menos estable con mayor o menor
capacidad para degradar la DBO. Cada operador debe encontrar
la edad de fango adecuada para su planta en concreto dentro
de unos rangos que están relacionados con la carga
másica. Se expresa:
E = V * X / Qp * Xp (días)
Donde:
Qp = caudal de purga de fangos;
Xp = Sólidos en suspensión
Volátiles de los fangos purgados o fangos en
exceso.
Carga Volumétrica: Es la
relación entre la masa de materia orgánica que
entra en el reactor, por unidad de tiempo y el volumen de la
cuba. Se expresa como:
Cv = Q * S0 / V (Kg DBO5/m3
día)
Rendimiento en la Depuración: Es la
relación entre la masa de la materia orgánica
eliminada y la del influente que entra en el reactor
biológico. Se expresa en porcentaje de
eliminación:
R= S0 – S / S0 (%)
S = DBO5 del efluente del decantador
secundario.
PARÁMETROS DE
CONTROL
El control se basa
en la evaluación
y actuación sobre determinados factores relacionados entre
sí:
Cantidad de Fangos que hay que mantener en el
proceso respecto a la Carga Orgánica
Entrante
Para conseguir los rendimientos deseados es fundamental
mantener una carga másica (Cm), determinada, controlando
los Kg de DBO5 que entran en el tratamiento y la
concentración de sólidos en suspensión en el
licor mezcla (MLSS) en la cuba.
Decantabilidad de los Fangos en el
Clarificador
La decantabilidad puede controlarse mediante el
Índice Volumétrico de Fangos o IVF.
Tiempo de Permanencia del Fango Activo en el
Decantador Secundario
El fango del decantador debe extraerse tan pronto como
se forme la manta de fangos, cuyo espesor se recomienda que
esté comprendido entre 0,3 – 1 metro, esto se controla con
el disco Secchi.
Concentración de Oxígeno Disuelto
en la Cuba de Aireación
La aportación de O2 a la cuba debe ser suficiente
para que los microorganismos puedan respirar y oxidar la materia
orgánica y debe regularse en función de
la carga orgánica que llegue a la cuba.
Caudal de Recirculación
Regula la concentración de sólidos en
suspensión en la cuba, MLSS.
Extracción de Fangos en
exceso:
Regula la edad del fango y la concentración de
MLSS en la cuba. Existen otros factores que no son controlables
por el operador, pero que influyen decisivamente en el
rendimiento, como son:
Características de las Aguas Residuales
Brutas
Caudales, concentraciones de DBO5, presencia de
tóxicos e inhibidores, etc. Es fundamental controlar el
aumento puntual de la carga contaminante que los vertidos
industriales, las operaciones de
limpieza del alcantarillado o la puesta en marcha de alguna
estación de bombeo parada durante largo tiempo pueden
producir en el agua de
entrada a la planta, así como los aumentos de caudal y
arrastre de arenas que se producen en la época de lluvias
en los sistemas de
alcantarillado unitario.
Calidad Exigida al Efluente
Porcentaje de eliminación de DBO5, SS, bacterias
coliformes, nitrógeno, grasas, etc.
La calidad que las
autoridades exijan al agua de salida
de la planta, va a determinar tanto el funcionamiento del proceso
como el control del mismo. Si se requiere un alto grado de
tratamiento, el proceso deberá estar muy controlado y
probablemente se requiera de un tratamiento adicional.
Tipos de lodos
activados
Convencional
Este proceso se caracteriza por operar con
régimen de flujo pistón. Fue la primera
opción que se empleó, pero dado que los
microorganismos se adaptan mejor al medio homogéneo,
comenzaron a emplearse. Este proceso consiste de un tanque de
aireación, un sedimentador secundario y una
recirculación del lodo.
El sistema de
aireación puede estar constituido por difusores o
aireadores mecánicos, obteniéndose eficiencia en la
remoción de DBO5 entre el 85% y 95% para un tiempo de
retención hidráulico que varía de 4 a 8
horas. Este proceso es sensible a sobrecargas.
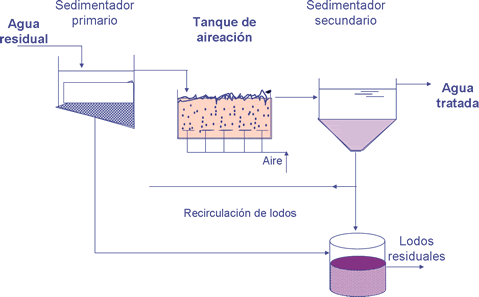
Diagrama de Flujo
Convencional.
De Mezcla Completa
Este proceso consiste básicamente en una mezcla
completa de bacterias y agua residual en un tanque de
aireación de micro burbuja. A medida que la población de microorganismos aumenta, se
agrupan y forman flóculos para producir una masa activa
llamada lodo activado que sedimentara en la unidad subsiguiente
del sistema. Este tipo de tratamiento es el mas comúnmente
utilizado a nivel mundial para tratar aguas residuales de
ciudades de población media, además de ser uno de
los procesos
más estudiados y seguros, con el
cual es posible lograr eficiencias en la remoción de los
contaminantes entre 85% y 95% para un tiempo de retención
hidráulico de 3 a 5 horas; muestra
particular resistencia a los
choques y sobrecargas.
Este proceso se realiza en tanques en forma
simétrica; en cualquier punto del estanque, hay igual
proporción de líquidos y lodos e igual
DBO.
Lodos de Aireación Prolongada o
Extendida
Conocido también como Oxidación Total. Su
diagrama de
flujo es esencialmente la misma que un sistema de mezcla
completa excepto que no tiene sedimentador primario. El tiempo de
retención hidráulico varía de 18 a 36 horas.
Este período de aireación permite que las aguas
residuales y lodo sean parcialmente digeridos en el tanque
aireador, permitiendo su disposición sin ser necesaria una
gran capacidad de digestión. Es posible lograr eficiencias
en la remoción de los contaminantes entre el 90% y 95%
para un tiempo de retención hidráulico superior a 8
horas.
Descripción del sistema
El sistema está conformado por las
siguientes unidades internasCámara de sedimentación primaria
(digestión anaeróbia).Cámara de aireación ( digestión
aeróbia)Cámara de sedimentación
secundaria.Cámara de cloración. ( Opcional
)Filtro UVC (Opcional)
Cámara de sedimentación primaria y
digestión anaeróbica.
En ésta cámara, que recibe el
efluente crudo, la materia en suspensión sedimenta y
se produce un primer tratamiento anaeróbico de
la carga orgánica, así como la
digestión de parte de los barros generados en la etapa
aeróbica, aquí se tratan los sólidos
gruesos ( papeles y algodones así como
también la orina ).
Sistema de aireación
El sistema de aireación, alimentado por soplador,
dispersa el aire en el fondo
de la cámara de aireación por medio de una serie de
difusores de alto rendimiento y están diseñados de
tal manera que son inobstruibles, impidiendo el retorno del
líquido por la cañería al cesar el flujo de
aire.
En esta etapa se eliminan todos los elementos que
provocan olores y también las grasas y
detergentes.
Lodos de Flujo Pistón
Se describe como aquel en que todas las
partículas del fluido que entran a la unidad permanecen en
ella el mismo tiempo. De esta manera, los elementos de fluido
pasan a través del sistema y son descargados en la misma
secuencia en que fueron introducidos y no hay ningún tipo
de "dispersión axial" mientras el fluido se desplaza a lo
largo del reactor.
Bibliografía
desacad.ita.mx/contec/num_2730/rev27-9.pdf
books.google.com.co/books?isbn=968186042X
Ingeniería sanitaria 4 edición,
Hardendergh y Rodie, editorial Continental S.A.Tratamiento de agua residual, ejemplar 3, Jairo
Alberto Romero Rojas, editorial Escuela Colombiana de
Ingeniería
Artículos de
Antonio Ricardo
LA FUERZA DEL
POLIMERO
Un nuevo régimen de mezclado optimiza el valor del
polímero, que sirve las operaciones de deshidratado en la
planta de tratamiento de aguas residuales en Lancaster Pa., –
USA
Las operaciones de deshidratado de lodos en la
planta de tratamiento de aguas residuales de Lancaster Pa.,
corren en forma continua 5 ½ días por semana,
procesando un promedio de 95 toneladas diarias de pasta de lodos.
Antes de que adoptara un nuevo paso en la preparación de
polímero a una más completa activación de
polímero catiónica, el deshidratado por filtros
banda en la planta, había llegado a ser altamente caro e
ineficiente.
Cuando la planta de 114 millones de litros por
día (30 MGD-millones de galones por día) fue
expandida y actualizada en 1988, el nuevo avanzado diseño
de tratamiento incluyó el proceso de polímero
activado con sedimentación preliminar y digestión
de lodo por separado. Seguido por un filtro de malla y
remoción de arena, el agua residual pasa por los
clarificadores primarios cerrados para asentar los lodos.
Después de la clarificación primaria, el agua
residual es tratada biológicamente para remover los
remanentes de materia orgánica, así como para ser
tratada por remoción de nutrientes. Aquí, la
tecnología
utilizada en esta fase del tratamiento emplea el proceso A/O
®, que usa oxígeno
puro para la remoción biológica del fósforo.
El proceso A/O tiene un diseño que mejora el proceso de
lodos activados usando un selector anaeróbico para
desarrollar una biomasa selectiva.
A continuación del tratamiento biológico,
la mezcla del agua residual con los sólidos
biológicamente activados, fluye hacia los clarificadores
finales, donde los sólidos se asientan en el fondo del
tanque, mientras que el líquido clarificado se decanta por
la parte de arriba. Los biosólidos
son regresados ya sea al proceso A/O ó enviados para ser
deshidratados.
Operaciones ineficientes de deshidratación
Hasta fechas recientes, la eficiencia del deshidratado
de lodos en la planta de Lancaster iba en un declive sostenido.
Los biosólidos producidos en los clarificadores primario y
final con un promedio de 1 a 3 % de sólidos estaban siendo
mezclados en un tanque de transferencia de 2, 271,000 lts
(600,000 galones), mezclados con polímero aniónico
y enviados a un espesador de lodos. El lodo espesado era enviado
a un tanque contenedor antes de ser deshidratado en cuatro (4)
filtros banda de 2.5 mts.
El lodo que salía de los filtros banda, acusaba
tan sólo un promedio de 15 a 17 %. La dirección, en búsqueda de
vías que aumentaran con efectividad la separación
de los lodos, determinó que eran dos los factores que
contribuían al bajo porcentaje de sólidos secos que
salían de los filtros prensa.
Un factor fue la post-operación del espesado de
lodos de la planta. Por ejemplo, cuando el lodo primario mezclado
y activado, del tanque de contención, que contenía
3% de sólidos secos, debía ser espesado a 5% de
sólidos secos y después ser almacenado en un tanque
de contención de 567,750 lts (150,000 galones), antes de
ir a las prensas. Pero los lodos espesados sólo
promediaban 2% de sólidos secos al ser removidos de su
almacenamiento
para ser deshidratados. Esto se atribuyó a una falta de
efectividad en la combinación, entre el lodo primario y el
secundario.
Un segundo factor mayor que contribuyó a la pobreza del
producto en
las operaciones del proceso de lodo en la planta, fue el
ineficiente valor operativo del floculante catiónico,
agregado al lodo previo al espesamiento, y de nuevo, antes de la
deshidratación en el filtro banda. El rendimiento del
polímero depende del grado de su activación previo
a su introducción en el lodo. Un polímero
totalmente activado condiciona al lodo a que pase
rápidamente a través del proceso de
deshidratación, con un alto porcentaje de sólidos
secos. Un polímero con menor activación total,
evidente en las operaciones de deshidratado en la planta de
Lancaster, resultó en un mayor consumo de
polímero y de energía, pérdida de eficiencia
en las unidades del deshidratado y más visitas al lote de
relleno.
Lodos industriales:
Basura utilizable
Tomás Uribe M. / Néstor Rojas / Juan
Carlos Moreno P.
En la actualidad, gran parte de la
investigación del campo de la química está
encaminada a la producción de materiales
sólidos de distinta naturaleza y
aplicación. Al convertirse los sólidos en sujeto de
investigación, aplicación y
modificación, se han abierto posibilidades para el
mejoramiento de procesos e implementación de técnicas
para su obtención y caracterización.
En el laboratorio de
Investigación de Sólidos Porosos del Departamento
de Química, se trabaja en la preparación de
sólidos con poros en su estructura
física, ya
que estos se pueden utilizar como adsorbentes, intercambiadores
de iones, catalizadores, soportes de catalizadores
metálicos, urificadores de líquidos y gases, entre
otros.
Los materiales de carbono han
recibido atención especial porque provienen de
fuentes
renovables como son los materiales lignocelulósicos,
provenientes de plantas vegetales
con alto contenido en carbono [1-3]. Por otra parte, muchos
residuos industriales que deben ser desechados son compuestos de
carbono y se busca utilizarlos para la fabricación de
materiales útiles tanto en el proceso del
cual provienen como en situaciones y condiciones
diferentes.
Se presenta entonces un trabajo
interesante al tratar unos lodos –residuos industriales con
alto contenido de carbono– para obtener materiales de
carbono y carbones activados, CA, con características de
buenos adsorbentes.
Esta investigación se constituye en la parte
inicial para el escalamiento posterior de un proceso de
producción de dichos materiales.
Utilidad de los
sólidos porosos de carbón
Los sólidos porosos se utilizan ampliamente en el
campo de la adsorción tanto en fase gaseosa como en fase
líquida, debido a esto y a que pueden retener
contaminantes tanto en aguas como en aire, el uso de estos
materiales se ha incrementado en las dos últimas
décadas.
Como las disposiciones ambientales tratan de reducir los
niveles de contaminación, el uso de los adsorbentes es
indicado en muchos de los procedimientos.
Algunos de los sectores en los cuales el carbón
activado tiene aplicación, son presentados a
continuación:
Aeronáutica: En cabinas de pintura usada,
se utilizan en sistemas de recuperación de solventes y de
tratamiento de efluentes agroindustria. En la purificación
de jugos, remoción de cenizas del jarabe de maíz,
purificación de azúcar
de remolacha, decoloración de endulzantes. También
en la remoción de pesticidas y herbicidas de corrientes de
agua automotriz. En la remoción de emisiones de compuestos
orgánicos volátiles (COVs) del terminado de
superficies durante las operaciones de formado de
metal.
En el tratamiento de soluciones
desengrasantes y solventes Biotecnología: En la
aplicación optimizada de enzimas y
separaciones cromatografías Química. En la
purificación, decoloración, separación,
recuperación y catálisis Militar. En el tratamiento
de emisiones de pintura de vehículos navales y militares;
en la urificación de aguas superficiales
Termoplásticos. En la captura de emisiones fugitivas de
COVs de las operaciones de Formado del plástico.
La adsorción: La porosidad del material de
carbón es de gran importancia en la adsorción tanto
en el tratamiento de gases como en el de líquidos; una
forma fácil de seleccionar un carbón para la
eliminación de sustancias es cuantificando la superficie,
ya que una mayor superficie significa mayor capacidad de
retención de contaminantes. Para aumentar la porosidad se
debe prolongar la fase de activación del carbón.
Otro factor que se debe tener en cuenta es la influencia de la
naturaleza química en la adsorción en fases
gas y
líquida, ya que las propiedades adsorbentes de un
carbón activo no dependen de la porosidad exclusivamente.
Como la superficie del carbón es no polar, la capacidad de
retención de moléculas polares es limitada; para
incrementarla se deben introducir grupo
químicos superficiales que favorezcan las interacciones
específicas con la sustancia a retener.
La adsorción es uno de los métodos
ambientales de uso actual en el tratamiento de aguas, no
sólo con el uso de carbón activado, sino con otro
tipo de adsorbentes como zeolitas, polímeros y materiales
compuestos.
Origen de los lodos de desecho
Una de las etapas de un proceso de purificación
de aguas residuales, consiste en la remoción del contenido
de sólidos suspendidos en el agua tratada. Dicha
remoción se lleva a cabo mediante la adición de un
agente floculante, el cual ocasiona la aglutinación y
sedimentación de los sólidos disueltos en el agua.
Al sedimentarse, estos sólidos forman lodos, que se
recogen y presentan la apariencia que se puede ver en la figura
5. Estos lodos tienen un alto contenido de humedad, gran cantidad
de materia orgánica y, en ocasiones, metales pesados y
otras sustancias contaminantes. Como los lodos tienen un
contenido de carbono adecuado, a partir de ellos se pueden
preparar carbones activados.
En el proceso de producción cervecera, por
ejemplo, se emplean enormes tanques en los cuales se lleva a
cabo, entre otros, la preparación del mosto, la fermentación de la cebada y el
almacenamiento de la materia prima
y el producto terminado. Por tratarse de un producto de consumo
humano, los requerimientos de higiene de los
equipos y de control de
calidad son bastante estrictos. Es así como estos
tanques deben ser lavados con frecuencia, generando una alta
cantidad de aguas residuales, las cuales deben ser tratadas antes
de su vertimiento. Este tratamiento trae como consecuencia la
generación de lodos.
Obtención de carbón activado a partir
de lodos
Una vez recolectados los lodos de la planta de
purificación, son sometidos a un secado para eliminar el
exceso de humedad y posteriormente se lleva a cabo la
activación física, que se realiza en dos etapas. La
primera de estas, llamada carbonización, consiste en el
calentamiento de la materia prima bajo una atmósfera inerte, por
ejemplo de gas nitrógeno, que no reacciona con el material
carbonáceo. Durante esta fase se remueven las especies no
arbonáceas y se produce una masa fija de carbono conocida
como char. En la segunda fase de este método,
llamada activación física, se le da la estructura
porosa a la char, convirtiéndola en un carbón
activado. En esta fase, se utiliza como gas de arrastre bien sea
vapor de agua o dióxido de carbono. El rango de
temperaturas empleadas para la activación física
oscila entre los 600 y los 1.100ºC.
Viabilidad económica
Para determinar la viabilidad económica de
producir carbón activado a partir de lodos se
comenzó por realizar un estudio preliminar sobre su
mercado en
Colombia.
Se encontró que la demanda total
de carbón activado en nuestro país se acerca a los
2.000.000 kilogramos por año, con una tendencia creciente
desde 1990. Es prácticamente satisfecha en su totalidad
mediante importaciones.
Los precios del
material importado se encuentran entre $6.500 y $7.500 por
kilogramo y los del nacional entre $4.000 y $5.000. Esta información indica que efectivamente hay
espacio en el mercado para fabricar carbón activado a
partir de lodos.
Los lodos PTAR –Plantas de Tratamiento de Aguas
Residuales– están generalmente compuestos de agua
–su contenido de humedad varía entre el 70 y el 90
por ciento–, arcillas, materia orgánica y, en
ciertos casos, metales pesados –tales como hierro, zinc,
aluminio y
mercurio–. A nivel mundial su
disposición se lleva a cabo en rellenos sanitarios
–cuando los niveles de metales pesados lo permiten– o
por incineración. Esta última a un costo aproximado
de USD $800 por tonelada.
En el caso particular de la Cervecería Leona,
estos lodos se generan en cantidades cercanas a las novecientas
toneladas mensuales y su costo de disposición está
alrededor de $20.000 versidad de los Andes, ha logrado producir
carbón activado por activación química a
partir de los lodos PTAR de Cervecería Leona. Los
resultados han sido excelentes. El carbón activado
obtenido ha sido probado para remover metales pesados como plomo
y cromo. Estos dos metales son Contaminantes sumamente
tóxicos, generados por numerosos sectores industriales en
sus aguas residuales como es el caso de las tintorerías,
las cuales actualmente representan un problema ambiental de gran
impacto y complejidad en la ciudad de Bogotá. En el caso
del cromo, se logró una remoción del 99 por ciento,
mientras que para el plomo, ésta ha sido del 100 por
ciento. En la figura 7 (a) se puede observar un matraz que
contiene una solución de cromo con concentración de
120 mg/l; en la figura 7 (b) se observa esta misma
solución luego de haber sido tratada durante cuarenta y
ocho horas con un gramo de carbón activado producido a
partir de lodos PTAR.
Conclusiones
Aun cuando éste es un campo de
investigación nuevo, los resultados obtenidos hasta ahora
indican que la viabilidad técnica para producir
carbón activado a partir de lodos PTAR está dada.
Es más, el producto presenta una excelente capacidad de
adsorción de dos metales pesados, particularmente cromo y
plomo, agentes contaminantes importantes en nuestro medio.
Todavía falta investigar más la viabilidad
económica de su producción industrial a partir de
lodos PTAR. Si bien el costo de la materia prima es nulo, y
ésta se puede obtener en cantidades abundantes, su alto
contenido de humedad –90 por ciento–la obliga a ser
sometida a un severo proceso de secado. Por lo tanto, es
necesario realizar el costeo del proceso de
deshidratación. Pero vale la pena seguir explorando esta
alternativa, ya que de confirmarse su viabilidad, se
estaría contribuyendo a solucionar dos problemas
ambientales bastante complejos: el de la disposición
de los lodos, y el de la
contaminación de las fuentes de agua por metales
pesados como plomo y cromo. Además, se estaría
generando valor económico, con todas las consecuencias
sociales positivas que esto trae.
Low-Frequency Horizontal Transfer of an Element Containing
the Chlorocatechol Degradation Genes from Pseudomonas
sp. Strain B13 to Pseudomonas putida F1 and to
Indigenous Bacteria in Laboratory-Scale Activated-Sludge
Microcosms
Roald Ravatn, Alexander J. B. Zehnder, and Jan
Roelof van der Meer*
Swiss Federal Institute for Environmental Science and
Technology (EAWAG) and Swiss Federal Institute for Technology
(ETH), CH-8600 Dübendorf, Switzerland
Received 27 January 1998/Accepted 8 April
1998
The possibilities for low-frequency horizontal transfer
of the self-transmissible chlorocatechol degradative genes
(clc) from Pseudomonas sp. strain B13 were
investigated in activated-sludge microcosms. When the
clc genes were transferred into an appropriate recipient
bacterium such as Pseudomonas putida F1, a new metabolic
pathway for chlorobenzene degradation was formed by
complementation which could be selected for by the addition of
mono- or 1,4-dichlorobenzene (CB). Under optimized conditions
with direct donor-recipient filter matings, very low transfer
frequencies were observed (approximately
3.5 Ã- 10 8 per donor per 24 h). In contrast, in
8 per donor per 24 h). In contrast, in
matings on agar plate surfaces, transconjugants started to appear
after 8 to 10 days, and their numbers then increased
during prolonged continuous incubation with CB. In
activated-sludge microcosms, CB-degrading (CB+) transconjugants
of strain F1 which had acquired the clc genes were
detected but only when strain B13 cell densities of more than 105
CFU/ml could be maintained by the addition of its specific growth
substrate, 3-chlorobenzoate (3CBA). The CB+ transconjugants
reached final cell densities of between 102 and 103 CFU/ml. When
strain B13 was inoculated separately (without the designated
recipient strain F1) into an activated-sludge microcosm, CB+
transconjugants could not be detected. However, in this case a
new 3CBA-degrading strain appeared which had acquired the
clc genes from strain B13. The effects of selective
substrates on the survival and growth of and gene transfer
between bacteria degrading aromatic pollutants in a wastewater
ecosystem are discussed.
Artículos de
Yurani Acevedo
dentification of Some of the Major Groups of Bacteria in
Efficient and Nonefficient Biological Phosphorus Removal
Activated Sludge Systems
Philip L. Bond,1 Robert Erhart,2 Michael Wagner,2
Jürg Keller,1 and Linda L. Blackall1,*
Advanced Wastewater Management Centre, Departments of
Chemical Engineering and Microbiology and Parasitology, The
University of Queensland, Brisbane, Queensland,
4072, Australia,1 and Lehrstuhl für Mikrobiologie,
Technische Universität München, D-80290
Munich, Germany2
Received 20 January 1999/Accepted 22 June
1999
To investigate the bacteria that are important to
phosphorus (P) removal in activated sludge, microbial populations
were analyzed during the operation of a laboratory-scale reactor
with various P removal performances. The bacterial population
structure, analyzed by fluorescence in situ hybridization (FISH)
with oligonucleotides probes complementary to regions of the 16S
and 23S rRNAs, was associated with the P removal performance of
the reactor. At one stage of the reactor operation, chemical
characterization revealed that extremely poor P removal was
occurring. However, like in typical P-removing sludges, complete
anaerobic uptake of the carbon substrate occurred. Bacteria
inhibiting P removal overwhelmed the reactor, and according to
FISH, bacteria of the  subclass of the class Proteobacteria
subclass of the class Proteobacteria
other than 1 or
2 were dominant in
the sludge (58% of the population). Changes made to the operation
of the reactor led to the development of a biomass population
with an extremely good P removal capacity. The biochemical
transformations observed in this sludge were characteristic of
typical P-removing activated sludge. The microbial population
analysis of the P-removing sludge indicated that bacteria of the
2 subclass of the
class Proteobacteria and actinobacteria were dominant
(55 and 35%, respectively), therefore implicating bacteria
from these groups in high-performance P removal. The changes in
operation that led to the improved performance of the reactor
included allowing the pH to rise
during the anaerobic period, which promoted anaerobic phosphate
release and possibly caused selection against
non-phosphate-removing bacteria
ELIMINACION BIOLOGICA DE
NUTRIENTES
Recurso de origen DIALNET OAI Articles
Identificador http://dialnet.unirioja.es/servlet/oaiart?codigo=2507498
Identificador (Revista) ISSN
0122-3461
Título
Simulación de un sistema de fangos
activados en discontinuo (SBR) para el tratamiento de aguas
residuales con altos contenidos de nitrógeno Autor Manga
Certain, José Autor Palma-Acosta, María José
Materia Sequencing Batch Reactor Materia mathematical modeling
Materia Activated Sludge Model N° 1 (ASM1) Materia nitrogen
removal Materia Reactor de fangos activados en discontinuo
Materia modelación matemática
Materia modelo N°
1 de fangos activados (ASM1) Materia eliminación
biológica de nutrientes Resumen Activated Sludge Model
No.1 (ASM1) have been selected to describe biological degradation
processes for nitrogen removal in a scaled pilot plant operated
under different sludge ages (30, 20 and 12 days) and
anoxic/aerobic phase durations of 45/30, 15/15 and 10/5 minutes.
The main kinetics and stoichiometric parameters in ASM1 were
determined for the different operating conditions. As
computational tool for simulating the system has been used
AQUASIM. The results show that a decrease in anoxic/aerobic phase
duration was satisfactory for nitrification occurrence.
Similarly, increase in sludge age improved the growth of
autotrophic biomass responsible for nitrification process.
Regarding denitrification process, this was influenced for both,
a decrease in sludge age and anoxic/aerobic phase durations. In
general, for evaluated conditions, high sludge ages and mean
anoxic/aerobic phase durations are recommended for an effective
organic matter and nitrogen removal. Through this study, the
capacity of ASM1 to represent the different operating conditions
was recognized. | Se ha seleccionado el modelo N° 1 de Fangos
Activados (ASM1) con el fin de representar los procesos de
eliminación biológica de nitrógeno en un
sistema piloto a escala de fangos
activados en discontinuo (SBR) operado bajo diferentes edades del
fango (30, 20 y 12 días) y distintos números de
fases anóxicas/aerobias con duraciones de 45/30, 15/15 y
10/5 minutos. Los principales parámetros cinéticos
y estequiométricos del ASM1 fueron calibrados para las
distintas condiciones de operación. Como herramienta
informática para la simulación
del sistema se utilizó el programa AQUASIM,
en el cual se implementó el modelo ASM1. Los resultados
obtenidos indican, para las diferentes condiciones de
operación, que la disminución de la duración
de las fases anóxicas/ aerobias favorece la ocurrencia del
proceso de nitrificación. Igualmente, el incremento en la
edad del fango favoreció el crecimiento de la biomasa
autótrofa responsable del proceso de nitrificación.
En relación con el proceso de desnitrificación,
éste se vio afectado al disminuir la edad del fango y la
duración de las fases. En general, para las condiciones
evaluadas en este estudio, para una adecuada eliminación
de materia orgánica y nitrógeno, se recomienda la
utilización de altos tiempos de retención celular y
fases anóxicas/aerobias de duraciones intermedias.
Mediante este trabajó se mostró la capacidad del
modelo ASM1 para reproducir las distintas condiciones de
operación estudiadas en el sistema. Editor Universidad del
Norte: Ediciones Uninorte Fecha de Publicación 2005 Tipo
text (article) Fuente Ingeniería y desarrollo:
revista de la División de Ingeniería de la
Universidad del Norte, ISSN 0122-3461, Nº. 18, 2005, pags.
61-71 Idioma spa Derechos free
Información OAI ID oai:dialnet.unirioja.es:
ART0000190013 Agrupación (Set) Tecnologías
Última Modificación 2008-01-25
Sistema biológico de tratamiento de
aguas servidas y Riles Utilizando lombrices
Miércoles, 30 Mayo 2007
Esta tecnología de tratamiento de
aguas servidas y Riles ha sido creada y patentada por la
Fundación para la Transferencia Tecnológica de la
Universidad de chile

Esta tecnología de tratamiento de
aguas servidas y Riles ha sido creada y patentada por la
Fundación para la Transferencia Tecnológica de la
Universidad de Chile.
La alta eficiencia en la remoción de
materia orgánica y micro-organismos patógenos,
así como sus bajos costos de
inversión y operación, le otorga
ventajas comparativas a este sistema respecto de las
tecnologías tradicionales de tratamiento de residuos
industriales líquidos Orgánicos y Aguas Servidas.
La actividad humana hoy en día requiere cada vez
más cantidades de agua potable;
estos crecientes requerimientos cada vez son más
dificultosos de satisfacer debido a problemas como
contaminación de los cuerpos de agua,
desertificación y problemas de sequía e
inundaciones, etc.Dentro de los problemas que trae el vertido de
las aguas sin tratar podemos destacar el problema de malos
olores, la posible eutroficación de lagos y lagunas,
playas contaminadas, generación de focos de infecciones,
etc.
El agua servida domiciliaria tiene entre
sus principales sustancias que afectan su calidad, el contenido
de materia orgánica y microorganismos patógenos. El
principal problema que representa el contenido de materia
orgánica es la demanda de oxígeno que ejerce par a
ser degradada y el excesivo desarrollo de organismos vegetales
acuáticos que puede ocasionar sus altos contenidos de
nutrientes como Nitrógeno y Fósforo. El problema
que representa la existencia de los microorganismos
patógenos es la posible transmisión de enfermedades a la gente que
consume agua de cursos naturales que han recibido la descarga de
aguas servidas en algún otro lugar aguas arriba y en forma
más importante, la transmisión debido al consumo de
vegetales regados con estas aguas.
Todos estos efectos hacen cada vez
más necesario el tratamiento de las aguas residuales, ya
sean de tipo doméstico (aguas servidas) como industrial
(Riles).
Ambos tipos de residuo son posibles de
tratar a través del sistema de tratamiento basado en el
Lombrifiltro es un sistema bastante simple que puede ser descrito
en forma general como se indica a continuación:

El agua residual es regada sobre un lecho
compuesto por distintos estratos y cuya superficie es un lecho
que contiene un alto número de lombrices. El agua residual
escurre por el medio filtrante quedando retenida la parte
sólida. La parte sólida del agua residual es
consumida por las lombrices y pasa a constituir por un lado masa
corporal de las lombrices y por otro, las deyecciones de las
lombrices son el llamado humus de lombriz.
En el caso de existir coliformes fecales,
éstos son reducidos en un orden de magnitud debido a
sustancias que son generadas por las lombrices y los demás
microorganismos consumidores de materia orgánica que viven
junto con las lombrices.

Como tratamiento posterior, se ha
implementado la desinfección por radiación
ultravioleta para reducir la cantidad de microorganismos del agua
tratada por el Lombrifiltro; esto es posible gracias a las
condiciones fisicoquímicas que presenta el agua al salir
del filtro y permiten evitar la aplicación de sustancias
químicas (cloro, por ejemplo) que tienen en general
efectos colaterales y deben ser aplicados en los otros
tratamientos expuestos. En el caso de no existir coliformes
fecales, éstas instalaciones no son necesarias.
Como resumen, se destacan las siguientes
bondades de este sistema de tratamiento:
No produce lodos inestables: Este
nuevo sistema de tratamiento degrada la totalidad de
sólidos orgánicos del agua residual, sin producir
lodos inestables como el resto de los sistemas de tratamiento. El
Lombrifiltro no necesita ningún tipo de decantador de
sólidos orgánicos como tratamiento previo;
sólo es necesario instalar una cámara de rejas o
canastillo para retener sólidos inorgánicos que son
erróneamente descargados en el agua residual y
sólidos grandes que pudieran tapar las
cañerías o los sistemas de regado de los
filtros.
El lecho filtrante no se
impermeabiliza: El Lombrifiltro tiene una diferencia muy
importante respecto de otros sistemas de filtros, nunca se
colmata o impermeabiliza. Esta característica se debe
principalmente a la acción
de las lombrices que, con su incansable movimiento,
crean túneles y canales que aseguran en todo momento la
alta permeabilidad del filtro. Los materiales sólidos
orgánicos presentes en el agua residual, que colmatan o
tapan otros filtros, en este caso son digeridos por las
lombrices.
Bajos costos operacionales: En
general el Lombrifiltro tiene bajos requerimientos
energéticos ya que requiere básicamente la
energía necesaria para activar las bombas de la
planta elevadora y los equipos de la desinfección por
radiación ultravioleta.En general todos los sistemas
requieren de plantas elevadoras ya que los colectores llegan a
cierta profundidad al lugar de emplazamiento de las plantas de
tratamiento y los procesos e instalaciones (por costos) se
realizan y ubican a nivel del suelo.
Produce un subproducto que puede ser
utilizado como abono natural: Debido a que la materia
orgánica de las aguas residuales es convertida en masa
corporal de lombrices y en humus de lombriz, cada cierto tiempo
puede extraerse los excesos de humus, y así reconstituir
la estratigrafía inicial del Lombrifiltro, y ser
utilizados como excelente abono agrícola cuyo uso incluso
en forma excesiva no daña ni quema las plantas como es el
caso de los fertilizantes químicos. Adicionalmente, se
puede destacar que las lombrices pueden ser utilizadas como
alimento de aves o como
fuente de materia rica en proteínas.
Presenta una alta remoción de los
siguientes parámetros:

DBO: 95 %Sólidos Totales: 95
%Nitrógeno total: 60 %Fósforo total: 70
%
Comparación con Sistemas de
Tratamiento Tradicionales
Sistema de | Requerimientos de | Requerimientos de Energía | Manejo y Cantidad de | Costos de | Eficacia | ||
Lagunas de | Gran Area | Planta elevadora(2) | Alta cantidad de lodos, manejo | Medios(3) | Media a Baja | ||
Filtros Percoladores | Area reducida (1) | Planta elevadora + Manejo de | Alta cantidad de lodos, manejo | Altos | Media | ||
Lodos Activados | Area reducida a media(1) | Planta elevadora + Aireadores + | Alta cantidad de lodos, manejo | Altos | Media a Alta (4) | ||
Físico-Químico | Area reducida (1) | Planta elevadora + Equipos de | Alta cantidad de lodos, manejo | Altos | Alta (5) | ||
Lombrifiltro | Area media a reducida | Planta elevadora + Cámara de | Lodo se transforma en humus, | Bajos | Alta | ||
Notas:
El área requerida de estos
sistemas no considera las áreas que se deben utilizar
para realizar la estabilización de los lodos
producidos.En los requerimientos de energía
de estos sistemas se tiene que considerar el sistema que se
utiliza para la reducción de coliformes fecales y
otros microorganismos. Se destaca que en el caso de
utilizarse cloración, esta tiene efectos colaterales y
los costos operacionales del proceso son similares e incluso
superiores a los de utilizar la radiación
ultravioleta.Este costo está dado por los
grandes movimientos de tierra y valor de terrenos.A pesar de presentar una alta
eficiencia, la reducción de nutrientes como
Nitrógeno y Fósforo es baja.
En general presentan alta eficiencia de
remoción de materia orgánica suspendida y no en la
componente disuelta por lo que se deben combinar con otros
sistemas.
Artículos de
Jhojan Herrera
Revista Ambientum Edición
abril 2004 – Aguas Tratamiento físico-químico en
una EDAR
Uno de los pasos más importantes en los procesos
convencionales de depuración de aguas residuales es la
eliminación de sólidos en suspensión y
partículas coloidales que se mantienen de forma estable en
el agua. Esto se consigue en los tratamientos primarios o
físico químicos de las depuradoras. Consistentes en
una adición de reactivos en mezcladores y una
decantación lenta, son capaces de eliminar del 80 al 90%
de la materia total suspendida, del 40 al 70% de la DBO 5 y del
30 al 40% de la DQO.
La presencia en el agua de partículas
sólidas disueltas o en suspensión es el principal
contaminante visible de un agua residual; turbiedad,
coloración, suciedad, etc. pueden detectarse
fácilmente en el agua.
Los sólidos de mayor tamaño pueden
observarse a simple vista y, dejando la suspensión en
reposo, se pueden separar bien por decantación o por
flotación, dependiendo de las densidades relativas del
sólido y del agua. En casos muy concretos es posible y
viable la separación por filtrado.
Los pequeños sólidos, denominados
coloides, con un tamaño comprendido entre 0,001 y 1 micra
no se aprecian a simple vista, pero constituyen la causa
principal de la turbiedad. Debido a la gran estabilidad en el
agua, resulta imposible separarlos por decantación,
flotación o filtración. Esta estabilidad se debe a
que poseen cargas superficiales electrostáticas del mismo
signo, generalmente negativas, que generan fuerzas de
repulsión entre ellas y les impide aglomerarse para
sedimentar.
El tratamiento físico químico, compuesto
por una fase de coagulación, otra de floculación y
una decantación final, tiene como objetivo la
alteración del estado
físico de estas sustancias mediante la adición de
productos
químicos para convertirlas en partículas capaces de
ser separadas por sedimentación. Concretamente consiste en
adicionar compuestos para neutralizar la carga del coloide y
romper su estabilidad. En el primer paso, la coagulación,
se desestabilizan los coloides por neutralización de sus
cargas, dando lugar a la formación de partículas de
mayor tamaño. Posteriormente, en la floculación, se
unen los coágulos para aumentar su volumen y peso de forma
que puedan decantar.El proceso de coagulación se basa en
añadir al agua un electrolito, llamado coagulante, el cual
es habitualmente una sal de hierro o aluminio. Su forma de
actuación es la liberación de iones positivos
capaces de atraer a las partículas coloidales y
neutralizar su carga o, mediante la formación de productos
de baja solubilidad que precipitan arrastrando los
coloides.
La optimización del proceso de
coagulación depende de tres factores determinantes; pH,
agitación y tipo de coagulante. EL pH es un factor
crítico en el proceso de coagulación. Para cada
electrolito existe un margen de trabajo, fuera del cual se
desaprovecha el producto y disminuye el rendimiento del proceso.
Para la corrección de los márgenes de trabajo, es
posible la adición de coadyuvantes, como por ejemplo cal
viva o apagada, carbonato sódico, sosa caústica o
ácidos
minerales.Por
otro lado, la agitación de la mezcla permitirá una
distribución homogénea de los
reactivos antes de que comience a formarse el coágulo.
Teniendo en cuenta que el tiempo de coagulación es muy
corto, esta mezcla debe realizarse en el menor tiempo posible
mediante la aplicación de agitación mecánica.Por último, los coagulantes
existentes en el mercado poseen unos rangos de pH de trabajo y
dosis ya conocidos, pero, para concretar estos valores
exactamente, será preciso realizar ensayos de
laboratorio para cada caso.
El segundo paso del tratamiento
físico-químico, la floculación, pretende
unificar los coágulos formados en grandes
partículas capaces de sedimentar con mayor velocidad.
Para ello, se introduce un agente floculante y se somete el agua
a tratar a una agitación muy lenta, que asegure la mezcla
de los reactivos a la vez que no rompe los flósculos
formados.
Los floculantes empleados pueden ser
minerales, como por ejemplo, la sílice activada, u
orgánicos, caracterizados ambos por ser
macromoléculas de cadena larga y alto peso molecular. Los
de origen sintético se obtienen a partir de
monómeros simples sintéticos y, los naturales, de
menor eficacia, se
obtienen a partir de extractos de algas, almidones y derivados de
la celulosa.Los
más empleados son los minerales, también
denominados polielectrolitos por sus cargas eléctricas.
Según su naturaleza serán no iónicos,
aniónicos o canónicos y su elección
dependerá siempre de ensayos de laboratorio.Los
floculantes minerales actúan de forma similar a los
coagulantes; rebajando la carga de las partículas para
desestabilizarlas y unirlas, o mediante la formación de
puentes entre las partículas para crear un gran
polímero que decanta por aumento de densidad.
Todo este proceso se estimula por una correcta
coagulación, una agitación lenta y temperaturas
ambientales medias o altas.
En la práctica, estos procesos se realizan
habitualmente en cámaras separadas. La adición de
coagulantes se efectúa en un mezclador rápido o
coagulador dotado de hélice o turbina con unos tiempos de
retención de 20 segundos a 5 minutos. La
floculación puede tener lugar en un floculador provisto de
un sistema de agitación lenta o en el interior de un
decantador, en el que, finalmente, se recogen en su fondo
troncocónico los fangos decantados mediante un sistema de
rasquetas y bomba de fangos. El agua clarificada se elimina por
la parte superior del decantador y se conduce al siguiente paso
en su depuración; el tratamiento secundario o
biológico.
Para pequeñas depuradoras, existe la posibilidad
de realizar todo el proceso en un mismo decantador separado
anularmente en tres zonas, además de contar con un sistema
de recirculación de fangos para mejorar el crecimiento de
las partículas y facilitar su
sedimentación.
En la actualidad la práctica totalidad de las
depuradoras de aguas residuales emplean estos sistemas de
tratamiento, existiendo una serie de diseños de
cámaras de mezcla y decantadores bastante estandarizados,
Las mayores diferencias entre equipos se encuentran entre los
compactos, que realizan todas las funciones en una
misma cámara y, en los tratamientos de aguas más
específicas, como por ejemplo, las aguas residuales
industriales.
ARCHIVADO EN: TRATAMIENTO DE
AGUAS RESIDUALES | ETIQUETAS: BACTERIAS
AEROBICAS, LODOS ACTIVADOS
El lodo activado es un proceso de
tratamiento por el cual el agua residual y el lodo
biológico (microorganismos) son mezclados y aireados en un
tanque denominado reactor. Los flóculos biológicos
formados en este proceso se sedimentan en un tanque de
sedimentación, lugar del cual son recirculados nuevamente
al tanque aireador o reactor.En el proceso de lodos activados los
microorganismos son completamente mezclados con la materia
orgánica en el agua residual de manera que ésta les
sirve de sustrato alimenticio. Es importante indicar que la
mezcla o agitación se efectúa por medios
mecánicos superficiales o sopladores sumergidos, los
cuales tiene doble función 1) producir mezcla completa y
2) agregar oxígeno al medio para que el proceso se
desarrolle.
Elementos básicos de las instalaciones del
proceso de lodos activados:
Tanque de aireación. Estructura donde
el desagüe y los microorganismos (incluyendo retorno de
los lodos activados) son mezclados.Tanque sedimentador. El desagüe mezclado
procedente del tanque es sedimentado separando los
sólidos suspendidos (lodos activados),
obteniéndose un desagüe tratado
clarificado.Equipo de inyección de oxígeno. Para
activar las bacterias heterotróficas.Sistema de retorno de lodos. El propósito de
este sistema es el de mantener una alta
concentración de microorganismos en el tanque de
aireación.Una gran parte de sólidos biológicos
sedimentables son retornados al tanque de
aireación.Exceso de lodos y su disposición. El exceso
de lodos, debido al crecimiento bacteriano en el tanque de
aireación, son eliminados, tratados y
dispuestos.
Operación básica
1) Pre-tratamiento/ajuste de aguas
residuales
En algunos casos las aguas residuales deben ser
acondicionadas antes de pasar al proceso de lodos activados, esto
es debido a que ciertos elementos inhiben el proceso
biológico. Algunos de estos casos son:
– Sustancias dañinas a la activación
microbiana, tal como la presencia de cloro.
– Grandes cantidades sólidos. Se utilizan cribas
o rejas en un tanque de sedimentación primaria para los
sólidos fácilmente sedimentables
– Aguas residuales con valores anormales de pH. Se debe
realizar un proceso de neutralización el cual es
indispensable para el desarrollo bacteriano.
– Desagües con grandes fluctuaciones de caudal y
calidad de las aguas residuales incluyendo concentración
de DBO. Se homogeniza las aguas en un tanque de
igualación
2) Remoción de DBO en un Tanque de
Aireación
Las aguas residuales crudas mezcladas con el lodo
activado retornado del tanque sedimentador final es aireado hasta
obtener 2 mg/l de oxígeno disuelto o más. En este
proceso, una parte de materia orgánica contenida en los
desagües es mineralizada y gasificada y la otra parte es
asimilada como nuevas bacterias.
3) Separación sólido – líquido
en el Tanque de Sedimentación
Los lodos activados deben ser separados del licor
mezclado provenientes del tanque de aireación. Este
proceso se realiza en el tanque de sedimentación,
concentrándolos por gravedad. La finalidad de este proceso
es conseguir un efluente clarificado con un mínimo de
sólidos suspendidos y asegurar el retorno del
lodo.
Descarga del exceso de lodos
Con la finalidad de mantener la concentración de
los lodos activados en el licor mezclado a un determinado valor,
una parte de los lodos son eliminados del sistema a lechos de
secado o espesadores con filtros mecánicos (filtros
prensa, de cinta etc.) para posteriormente disponer el lodo seco
como residuo sólido.
Un aspecto importante del proceso de tratamiento de
aguas residuales mediante lodos activados es el uso
flóculos biológicos en los lodos activados
compuestos de bacterias heterotróficas y son el elemento
principal para la purificación. El proceso de tratamiento
tiene dos importantes características:
Eficiente remoción de materia
orgánica.
1) Eficiente separación de
sólidos.2) Rol de las bacterias.
Las bacterias juegan un rol preponderante en el
tratamiento biológico. Las bacterias son clasificadas de
acuerdo a sus características
bioquímicas:
a) Clasificación por fuente de energía y
carbón:
Clasificacion por fuente de energia
FotosintéticasQuimiosintéticasReacción
Oxidación-Reducción Inorgánica
Clasificación por fuente de
carbón
Reacción Oxidación-Reducción
Orgánica
Carbón Orgánico
b) Clasificación por su forma de vida
1 – De crecimiento suspendido, con
existencia de flóculos orgánicos (Lodos
Activados).2 – De crecimiento adherido donde el crecimiento
bacterial se realiza en un medio de apoyo (piedras o cualquier
otro medio artificial). Se utilizan en procesos con filtros
percoladores.
c) Clasificación por uso de
oxígeno Organismos aeróbicos. Existen solo cuando
existe una fuente de oxígeno molecular.
Organismos anaeróbicos. Su
existencia esta condicionada a la ausencia de
oxígeno.Organismos facultativos. Tiene la capacidad de
sobrevivir con o sin oxígeno.
Uso de bacterias
benéficas
Existen compuestos bacterianos comerciales
que se utilizan para acelerar el proceso de degradación
biológica. Uno de estos productos es el que se conoce
comercialmente como Enziclean, que es una mezcla de bacterias
aeróbicas anaeróbicas y facultativas seleccionadas
por su gran actividad y agresividad, compitiendo favorablemente
contra las bacterias patógenas que se encuentran en
las aguas residuales.
Otros Microorganismos
Estos son animales, plantas
y protistas, en su conjunto comparados con las bacterias casi no
contribuyen en el proceso de purificación, pero dado que
por su tamaño son más fácilmente
identificables, nos sirven como organismos indicadores en
el control y manejo del proceso de lodos activados.
Básicamente la remoción de la
materia orgánica en las aguas residuales es producida por
dos procesos:1. Mineralización (gasificación) por
acción de las bacterias heterotróficas y por la
biosíntesis o crecimiento de las bacterias.
2. La síntesis
biológica. Se manifiesta como la adsorción de las
sustancias procedentes del agua residual metabolizadas y
manifestadas como nuevos microorganismos.
Descripción de algunas variaciones del proceso de
lodos activados
Estabilización por contacto. En este sistema el
agua residual y el lodo activado es mezclado brevemente (20-30
minutos), tiempo necesario para que los microorganismos
adsorban los contaminantes orgánicos en solución,
pero no el necesario para que ellos asimilen la materia
orgánica. El licor mezclado es sedimentado y
derivado a otro tanque de aireación por un periodo
de 2 a 3 horas para luego ser mezclado con el efluente que
ingresa al primer tanque de aireación.
Aireación por etapas. Esta
modificación consiste en que el flujo de agua residual es
introducido al tanque aireador por varios puntos. En los puntos
de alimentación se esparce la demanda de
oxígeno en el aireador resultando una mayor eficiencia de
uso del oxígeno.
Aireación extendida. Su diagrama de
flujo es esencialmente el mismo que un sistema de mezcla completa
excepto que no tiene sedimentador primario. El tiempo de
retención hidráulico varía de 18 a 36 horas.
Este periodo de aireación permite que las aguas residuales
y lodo sean parcialmente digeridos en el tanque
aireador, permitiendo su disposición sin ser necesaria una
gran capacidad de digestión. Una variación del
sistema de aireación extendida es la llamada zanja de
oxidación.
TRATAMIENTO DE AGUAS RESIDUALES
MEDIANTE LODOS
Activados a escala laboratorio.
Autor:
Facultad: Ingeniería Ambiental
Grupo de Investigación: Biotecnología y
Biorremediación
Nombre del expositor: Julián Varila
Dirección electrónica:
Julian_varila[arroba]yahoo.es
Introducción:
Actualmente uno de los problemas que más preocupa
a la humanidad es la gran cantidad de aguas residuales que son
vertidas indiscriminadamente a los cuerpos de agua sin
ningún tipo de tratamiento, como consecuencia durante los
últimos años se han venido desarrollando
métodos de tratamiento de aguas residuales que involucran
microorganismos, debido a que estos son relativamente
económicos, eficientes y no generan subproductos
contaminantes. El método de tratamiento de aguas
residuales mediante lodos activados se desarrolló por
primera vez en Inglaterra en el
año 1914 y actualmente es el método
estándar de tratamiento de aguas residuales en los
países desarrollados, tiene como objetivo la
remoción de materia orgánica, en términos de
DQO, de las aguas residuales.
Objetivo general:
Diseñar, construir, poner en marcha y
operación un bioreactor de lodos activados para el
tratamiento de de aguas residuales a escala
laboratorio.
Materiales / Métodos / Desarrollo:
Se diseño, construyo, puso en marcha y
operación un bioreactor de lodos activados para el
tratamiento de aguas residuales escala laboratorio. El modelo del
reactor seleccionado es una adaptación del propuesto por
Reynolds & Richards (2006), las ecuaciones
empleadas fueron deducidas según los procedimientos de
Metcalf & Eddy (1998) y Ramalho (2003). El reactor construido
cuenta con un volumen total de 18 litros de capacidad de los
cuales 12 litros corresponden a la zona de aireación y 6
litros a la zona de sedimentación.
El sistema de lodos activados estuvo conformado de la
siguiente manera: un tanque contenedor de 50 litros de capacidad
ubicado 80 cm por arriba de la tubería de entrada del
afluente al reactor, el caudal de entrada fue regulado por medio
de una válvula de control de flujo de ½ pulgada. El
sistema fue evaluado por medio de un agua residual
sintética de baja carga y composición XVI Congreso
Institucional de Investigaciones
2008 conocida y fue operado durante cuatro semanas con tiempos de
retención
hidráulico (?) de 5, 14, 24 y 36 horas y celular
(?c) de 7 días. Durante la evaluación se realizaron
diariamente determinaciones de pH, temperatura y
oxígeno disuelto, así mismo se determino 3 veces
por semana la DQO en el afluente y efluente, la velocidad de
utilización de oxígeno, el índice
volumétrico de lodos y los sólidos suspendidos
volátiles en el licor mezclado (SSVLM). El sistema fue
montado en el laboratorio de hidráulica de la facultad de
ingeniería ambiental de la Universidad el Bosque, los
análisis físico-químicos
fueron realizados en el laboratorio de química ambiental
del mismo centro educativo.
Resultados:
La información generada por estos análisis
permitió observar que el sistema tendió a
estabilizarse durante las semanas tres y cuatro de
operación alcanzando eficiencias de remoción de
materia orgánica en términos de DQO entre 85 y 90
%. Adicionalmente con los resultados analíticos obtenidos
se determinaron los coeficientes cinéticos de crecimiento
biológico a, b, Y, k, kd, los cuales fueron:
k= 1.5 d- 1 (Constante de velocidad de consumo de
sustrato), Y= 0,038 mg SSVLM/mg DBO (Coeficiente de
producción de biomasa por consumo de sustrato), kd= 0,1
d-1 (Coeficiente de consumo de biomasa por respiración endógena), a= 0.4612 mg
O2/ mg DQO (Parámetro de utilización de
oxígeno para la oxidación de sustrato) y b= 0.6 d-
1( Parámetro de utilización de oxígeno en la
respiración endógena), dichos coeficientes son
representativos para un agua residual sintética de baja
carga y composición conocida.
Conclusiones:
Los valores de
la DQOE y la VUO permanecieron entre 30 – 35 mg/L y 0.3 – 0.4
mg/L.min respectivamente durante las dos últimas semanas
de operación del sistema, por lo que se concluye este
logro estabilizarse y alcanzar las condiciones de equilibrio.
La constante k obtenida indica que el sustrato utilizado
es altamente biodegradable, lo que se refleja también en
los valores de la constante a. Por otro lado los altos valores de
los coeficientes kd y b indican que el hay un alto consumo de
biomasa como consecuencia de la respiración
endógena.
Palabras Clave: Tratamiento de aguas residuales, lodos
activados, coeficientes cinéticos de crecimiento
biológico, escala de laboratorio. Fuente de
financiación de la investigación: Universidad El
Bosque
Combination of Fluorescent In Situ Hybridization and
Microautoradiography a New Tool for Structure-Function Analyses in
a New Tool for Structure-Function Analyses in
Microbial Ecology
Natuscka Lee,1 Per
Halkjær Nielsen,2 Kjær Holm
Andreasen,3 Stefan Juretschko,1 Jeppe Lund Nielsen,2 Karl-Heinz
Schleifer,1 and Michael Wagner1,*
Lehrstuhl für Mikrobiologie,
Technische Universität München, D-80290
Munich, Germany,1 and Environmental Engineering Laboratory,
Aalborg University, DK-9000 Aalborg,2 and Krüger A/S,
DK-2860 Søborg,3 Denmark
Received 19 October 1998/Accepted 8
December 1998
A new microscopic method for simultaneously
determining in situ the identities, activities, and specific
substrate uptake profiles of individual bacterial cells within
complex microbial communities was developed by combining
fluorescent in situ hybridization (FISH) performed with
rRNA-targeted oligonucleotide probes and microautoradiography.
This method was evaluated by using defined artificial mixtures of
Escherichia coli and Herpetosiphon aurantiacus
under aerobic incubation conditions with added [3H]glucose.
Subsequently, we were able to demonstrate the potential of this
method by visualizing the uptake of organic and inorganic
radiolabeled substrates ([14C]acetate, [14C]butyrate,
[14C]bicarbonate, and 33Pi) in probe-defined populations from
complex activated sludge microbial communities by using aerobic
incubation conditions and anaerobic incubation conditions (with
and without nitrate). For both defined cell mixtures and
activated sludge, the method proved to be useful for simultaneous
identification and analysis of the uptake of labeled substrates
under the different experimental conditions used. Optimal results
were obtained when fluorescently labeled oligonucleotides were
applied prior to the microautoradiographic developing procedure.
For single-cell resolution of FISH and microautoradiographic
signals within activated sludge flocs, cryosectioned sample
material was examined with a confocal laser scanning
microscope. The combination of in situ rRNA hybridization
techniques, cryosectioning, microautoradiography, and confocal
laser scanning microscopy provides a unique opportunity for
obtaining cultivation-independent insights into the structure and
function of bacterial communities. IC
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |